


The chemical and pharmaceutical industry is one of the most important growth drivers of the Swiss economy. But global competition never sleeps: rising cost pressures, strict regulatory requirements, and an acute shortage of qualified laboratory personnel are forcing the industry to rethink its approach.
The solution often lies not in rigid large-scale systems, but in flexible automation solutions. Collaborative robots (cobots) from Universal Robots are currently revolutionizing the way work is done in laboratories and production halls—from sample analysis to final packaging.
In this article, you will learn why cobots are the ideal addition to your team, especially in sensitive environments.
Why cobots are perfect for the pharmaceutical and chemical industries
Unlike traditional industrial robots, cobots are lightweight, space-saving, and flexible. However, three other factors are particularly important for the chemical and pharmaceutical industries:
1. Certified cleanroom suitability Hygiene is paramount. Cobots from Universal Robots are certified for use in cleanrooms (according to ISO 14644-1). Their closed design and smooth surfaces prevent dirt deposits and make them easy to clean. They work in sterile environments where humans must wear protective clothing.
2. Protection from hazardous substances Handling toxic chemicals, vapors, or sharp objects involves risks. Cobots take over precisely these dangerous tasks. They mix, dose, and handle substances without employees having to put their health at risk.
3. Zero-error tolerance for routine tasks A person who pipettes or performs visual inspections a thousand times a day will eventually get tired. A cobot will not. It guarantees consistent quality and repeatability (up to ± 0.03 mm) around the clock. This minimizes human error and ensures compliance.
Areas of application: Where cobots are already working today
The possible applications are as diverse as the industry itself. Here are three specific areas in which cobots are already being used successfully:
1. Laboratory automation & sample handling
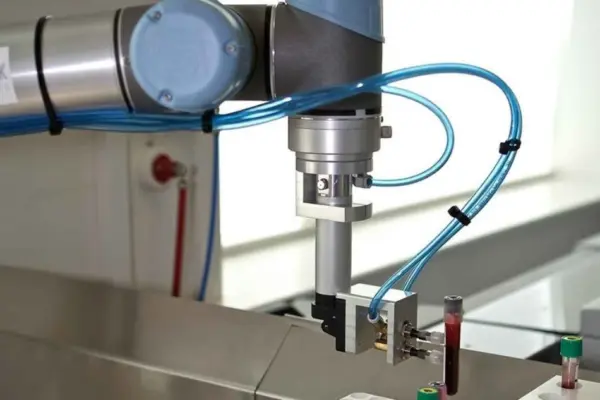
Cobots are proving popular at Copenhagen University Hospital, where UR5 robots sort blood samples – up to 3,000 tubes a day. A camera system recognizes the color of the cap, and the robot picks up the tube and sorts it into the correct compartment for centrifugation. The result: patients often receive their blood test results during the same visit, as the analysis time has been significantly reduced. Laboratory staff are relieved of monotonous sorting work and can concentrate on the evaluation.
2. Palletizing and logistics
Heavy loads also need to be moved in the cosmetics and chemical industries. RNB Cosméticos uses six UR10 robots to automate the end of its production line. The cobots handle the palletizing of heavy cartons. This protects employees' backs and eliminates ergonomic risks. "We don't hire experts to operate robots. We turn our employees into experts, " is the company's philosophy.

3. Filling, sealing, and quality control
The Italian chemical company MARKA faced the challenge of efficiently producing small batches of cleaning agents. A UR3 cobot takes over the precise task of screwing caps onto bottles. It tightens the cap with a precisely defined torque—something that is difficult to maintain consistently when done manually. The advantage: the quality of the end product increased, and the investment paid for itself after just one year.
Conclusion: Automation as a competitive advantage
In order to continue producing innovatively and competitively in Switzerland, there is no way around intelligent automation.
Cobots offer you the opportunity to modernize processes without investing huge sums in inflexible equipment. They relieve your highly qualified specialists of "robot work," increase safety when handling hazardous materials, and guarantee the highest product quality.
Would you like to know whether your laboratory or manufacturing processes can be automated?

